

Luyan Pharma belegt gemessen am Umsatz des Hauptgeschäfts den 16. Platz unter den Top 100 pharmazeutischen Großhandelsunternehmen in China und ist seit 11 Jahren in Folge die Nummer 1 unter den pharmazeutischen Vertriebsunternehmen in der Provinz Fujian.
1. Ursprünglicher pharmazeutischer Logistikprozess
Aufgrund der Besonderheiten des Pharmamarktes müssen Pharmavertriebsunternehmen nicht nur den zeitkritischen und unvorhersehbaren Bedürfnissen der Abnehmer und der Dringlichkeit plötzlich auftretender Infektionskrankheiten gerecht werden, sondern auch die Periodizität der pharmazeutischen Industrieproduktion und die Unsicherheit des Transports während des Transports berücksichtigen.
Luyan Pharma erhofft sich durch zukunftsweisende, automatisierte Logistiklösungen die Lösung des Problems der Sortierung von Komplettverpackungen und Massengütern, eine Steigerung der betrieblichen Effizienz durch intelligente und automatisierte Technologien sowie die Senkung der Betriebskosten und die Erzielung von Wirtschaftswachstum. Wie konnte ROBOTECH die Erwartungen von Luyan Pharma an das moderne intelligente Lager- und Vertriebszentrum für pharmazeutische Produkte in Xiamen erfüllen?
2. Sorgfältige Planung, Durchbrüche Schritt für Schritt
- Pallet Lager
- MUlti-Pass-Lager
- FLagerhalle
- ICHn-out Lagertransport
- OReihenfolge der Auswahl
- ICHTransport zwischen den Etagen
- GLebensmittel-zu-Personen-Pflücken
-WCS/WMS-Softwaresystem
CHerausforderungs:
•Es gibt viele Kategorien von Arzneimittel-SKUs.und der Wiederauffüllungsprozess ist kompliziert;
•Traditionelle manuelle Operationenwerden in allen Links verwendet, was ineffizient ist;
• Um in einem großen Gebiet Aufträge mit mehreren Standards und kleinen Losgrößen abzuwickeln, muss der Bediener zum und vom
ausgewiesenes Gebiet zu Fuß, undDer Vorgang dauert lange;
• Der Kommissionierungsprozess ist komplex. Die Artikel müssen nicht nur manuell kommissioniert und gemäß den Vorgaben geprüft werden.
nicht nur der Inhalt der Bestellung, sondern auch die Produkte werden gelegentlich beschädigt, undDie Fehlerquote bei der Kommissionierung bleibt hoch.
Das gesamte Projekt umfasstPalettenlager, MultipendelnLager, Etagenlager, Wareneingang und -ausgang, Kommissionierung, innergeschosslicher Transport, Ware-zum-Mann-Kommissionierung, WCS/WMS-Softwaresystem, usw.

PaletteSTorageArea
Der Palettenlagerbereich umfasst6 SpurenUnd12 Stockwerke.Sobald die palettierten Waren das Hochregallager verlassen, werden sie entweder aus dem Lager ausgeliefert oder zur Kommissionierung an den nächsten Bearbeitungsschritt weitergeleitet, was die Auslastung des Lagerraums erheblich verbessert.
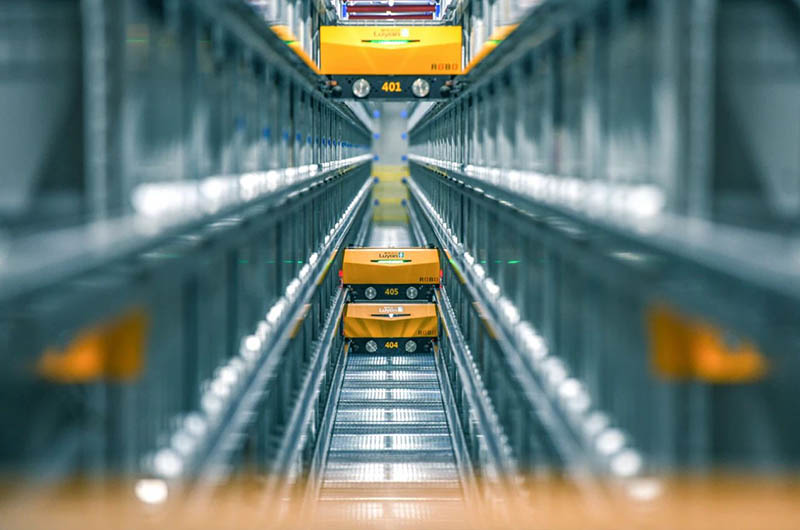
Bin STorageArea
Der Mülltonnenlagerbereich ist so gestaltet, dass4 FahrspurenUnd34 Stockwerkemit einer Speicherkapazität von2.000 Kisten/Stunde. Im Vergleich zur traditionellen manuellen PflückereiMehrshuttlesystemEs ermöglicht vollautomatisierte Prozessabläufe. Darüber hinaus ist das System einfach und flexibel zu bedienen, und der modulare Aufbau ermöglicht die Anwendung auf Güter unterschiedlicher Größen und Gewichte. Durch die Verwendung einesMehrfachshuttlesystem,Die Kommissionierraten im Zentrallager des Unternehmens haben sich deutlich erhöht.
Ware-zum-Mann-Kommissioniersystem
Der4 Kommissionierstationen für Ware-zu-Personsind ergonomisch, und die Bediener können in der „goldenen Zone“ arbeiten, und mehr als80.000 Artikelwerden jeden Tag geerntet, was mehr alsdreimaleffizienter als die manuelle Kommissionierung.
A-Rahmensortierer
Der A-Frame-Sortierer sortiert Produkte mit hoher Umschlagshäufigkeit.Die Waren werden während der Zeiten mit geringem Spitzenaufkommen aufgefüllt und während der Spitzenzeiten vollständig für die automatische Kommissionierung genutzt.und das Personal könnenKonfiguration optimierengemäß den Lagerabläufen.
Der A-Rahmen-Sortierer eignet sich für kleine Gegenstände und sortiert mit einer Geschwindigkeit von5.000 Stück/Stunde. Verbesserte KommissioniereffizienzUndschnelle Kommissioniergenauigkeit.

RiesigCostAVorteilS:
• Die Arbeitseffizienz wird verbessert und die Kommissioniereffizienz kann um bis zu6 Mal;
• Die Genauigkeitsrate kann auf bis zu erhöht werden99,999 %;
• Die betriebliche Effizienz ist signifikantum 50 % verbessert;
•DoppellagerLeistung innerhalb der vorhandenen Bodenfläche;
•Modulare intelligente Erweiterung kann den Anforderungen einer längerfristigen Geschäftsentwicklung gerecht werden.
3. InnovationCReatorWille Win

InnovativBDurchbruch:
• DerMehrfachshuttleBehälterlagerung ist22 Meter hoch,Durch das Brechen mit der Tradition wird die Raumausnutzung erheblich verbessert.
der Lagerung und gleichzeitig der Sicherstellung derhohe PositionierungsgenauigkeitUndhohe Zuverlässigkeitdes Systems;
•Waren-zu-Person-Auswahlum das Phänomen zu vermeiden, dass Menschen auf Waren warten.
• Jede Kommissionierstation ist mit einem ausgestattetleerer Boxpuffer,wodurch die Vorräte schnell wieder aufgefüllt und die Wartezeit für die Menschen verkürzt werden kann
Bestellboxen.
• ”„Reservoir“-Design.Das intelligente System berechnet automatisch die Reihenfolge der Behälterbefüllung und unter dem WCS-System.
Die Bereitstellung erfolgt nach Zeitplan in der optimierten Reihenfolge.
NanJing Inform Storage Equipment (Group) Co.,Ltd
Mobiltelefon: +86 25 52726370
Adresse: Nr. 470, Yinhua Street, Bezirk Jiangning, Nanjing Ctiy, China 211102
Webseite:www.informrack.com
E-Mail:[email protected]
Veröffentlichungsdatum: 21. März 2022


